
▼昨日の加工1日遅れで掲載しております。修正版足パーツ6パーツであります。 二日前には穴あけまで完了していたので、その折り曲げをしました。 後は組んでみないと、わかりませんね。う~む、うまく組みあがって欲しいけど・・・。
▼さらば、Wegweiser3号機RCサーボを4号機で使用するので、解体前に記念撮影を・・・(^-^; 思えば、この3号機のおかげで色々な事を学ぶ事ができました。 今までありがとう・・・Wegweiser3号機。そして、さようなら。 注:後姿です。(念のため)


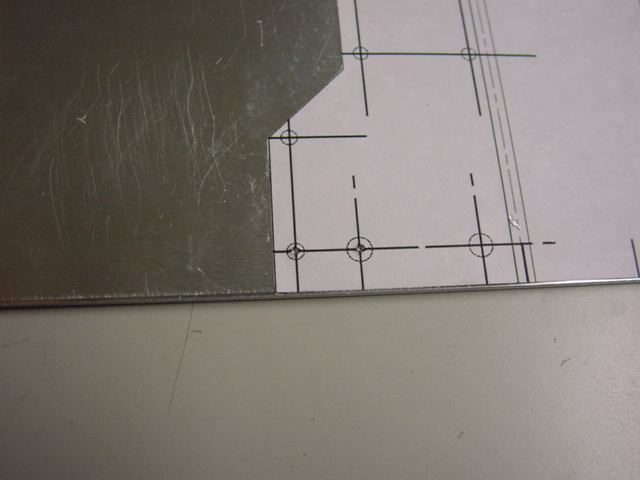

▼ちょこっと、製作手順公開(ポンチ打ち)少し写真が少なかったので、「ちょこっと製作手順公開」になっています。 まずはオプティカル・センター・ポンチで合わせます。 某プリンターのCMのごとく、「普通紙くっきり」であります。(意味が全然違うって・・・) 照準が合ったら、ポンチを挿入し、ハンマーで一発「ガンッ」と叩いてやります。 普通のポンチを打っても、なかなかど真ん中になることはないですが、ピタッと印が付けら れます。 ▼ちょこっと、製作手順公開(穴あけ)
次に、ボール盤で穴あけです・・・が、写真撮るの忘れたので、ありません。(^-^; 小さい穴から空けていくのですが、2mm以下の穴だと毎回大きいバリが出るので、その度に バリ取りしないと、作業が進みません。(^-^; 3mm以上ならば、小さいバリで済むのですが・・・ やり方は、最初普通に掘っていき、最後の0.2mmくらいをゆっくりとドリルで掘り進めば、 「スコーンッ」と薄いアルミカスが取れます。バリも、高さ0.1mmくらい?(見た目)なの で、特に問題なく次の穴を空けにいけます。 う~ん・・・よく分かりませんね。(^-^; でかい穴(7mm以上?)も、ゆっくりと穴を空けていると、だんだん揺れてきて穴がいび つになりやすいのですが、アルミのカスが繋がるくらいの速度で穴を空けると、意外ときれ いに空きます。(最初4mmくらいの下穴を空けてからでないと、うまく空きませんが・・・) ▼ちょこっと、製作手順公開(切り出し)
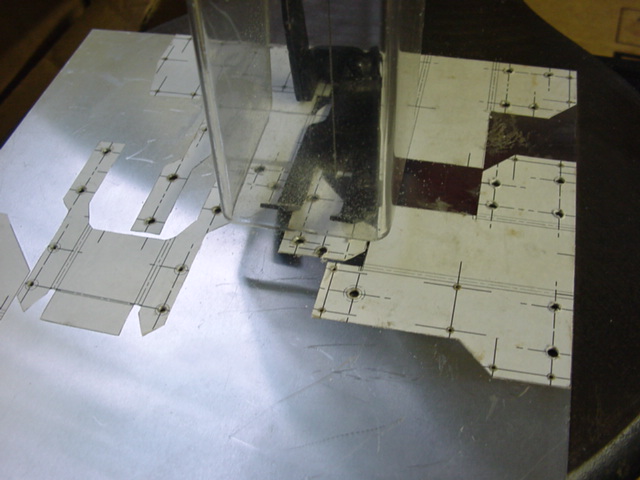
そして、電動糸鋸でパーツの切り出しです。穴あけの時は、穴の数は多いし、バリ取りも しなければならないので、時間がかかりますが、こちらはスムーズに切断できます。 去年の夏に使っていたときは、「ポキポキッ」と良く刃を折ったものです。 その度に、物凄い音を立てるので、しばらく「電動糸鋸恐怖症」になっていました。(^-^; しかし、3号機製作の折に、刃にあらかじめ油(KURE55-6)を塗っておいたら、それ以降 一回も折っていません。最近は安心感もあるのでスピードもそこそこ上がってきました。 結局、使い方がダメだったんですね。(;^_^A あせあせ ▼ちょこっと、製作手順公開(折り曲げ)
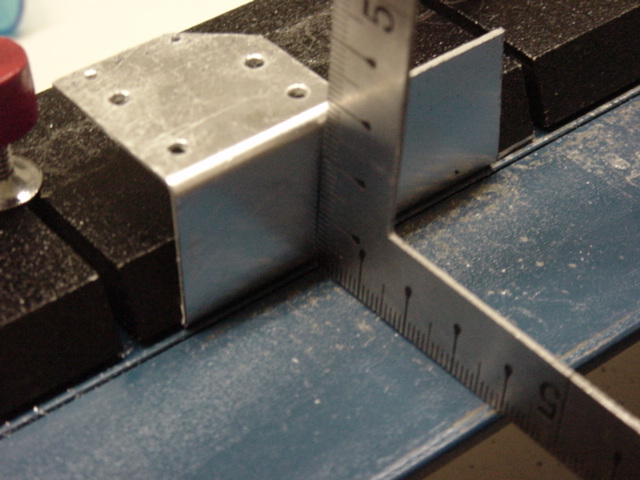
最後に折り曲げです。3号機製作時は、ケガキで線を引いていたし、「アルミの圧縮、 伸縮」を考えずにやっていたため、毎回違う結果ばかり出ていました。(^-^; しかし、今回はちゃんとやっているので、ズレはほとんどありません。さすが、印刷です。 そして、90°にちゃんと折り曲げがされているかを、定規を当ててチェックをし、折り 曲げ終了です。やはり、折り曲げがされているパーツは見栄えが良いように感じます。(^-^;

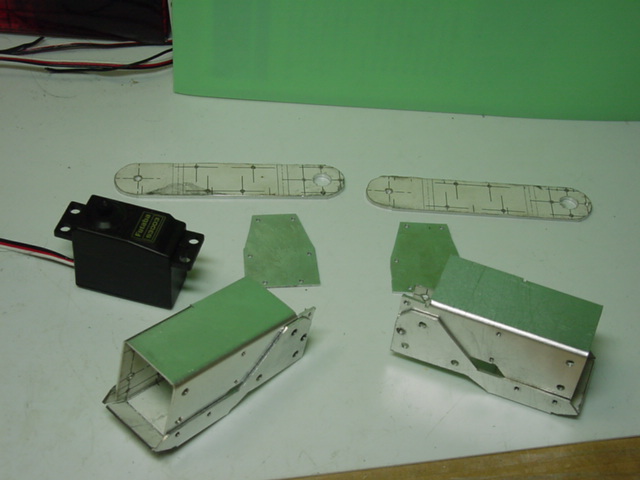
▼腕パーツ製作今日はあまり作業が進みませんでした。もうちょっとスピードを出したいものです。 現在頭痛と格闘中・・・(^-^; で、腕パーツですが、今日は6パーツ完成させられました。今回は腕パーツもちゃんと製作 しているので、腕ナシ・・・にはならないはず。(^-^; 腕は飾りですっ!・・・(以下略) のようなセリフは聞かなくて済むはず・・・(^-^; 比較用に、装着することになるRCサーボ「双葉製S3003」を置いてみました。 大きさはこの程度です。


▼仮組み(ネジなし)RCサーボをはめ込むと、こんな感じになります。この腕パーツはあと2パーツで完成し ます。残りの2パーツは色々な物を装着できるように、穴が大量に空いています。(^-^; 何をつけるんだか・・・( -_-) RCサーボをはめ込んでみたところ、特にズレはないので、加工は成功しているようです。 図面がなぜ見えるかというと、時間の都合上剥がせませんでした。(^-^;
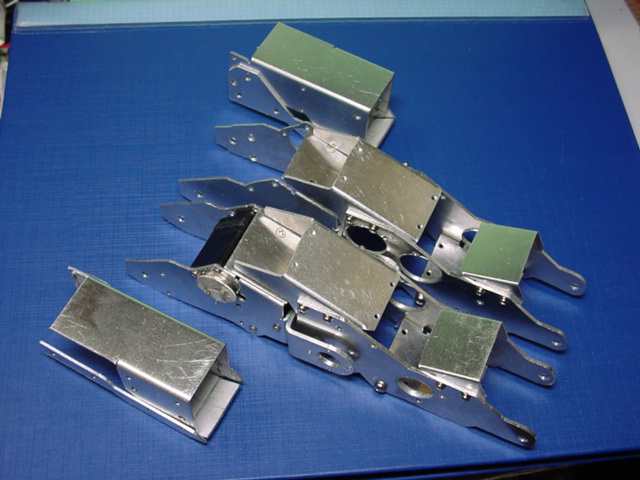
▼全パーツ組みあがっているパーツを写してみました。まだ全然できてませんね。(^-^; スケジュールも大幅に遅れ気味・・・もうちょっとスピードアップが必要でしょう。 明日もがんばって加工をしなければっ!
